Борфрезы цилиндрического типа с торцовыми зубьями на рабочей части являются модификацией типа А. Инструмент состоит из рабочей части с режущими лезвиями на торце и цилиндрического хвостовика. (рис.1). В осевом сечении рабочая часть образует прямоугольник.

Рис. 1. Борфреза цилиндрическая, тип В
В зарубежных каталогах для такого инструмента используется обозначение Cylinder End Cut Burrs (SB).
В зависимости от материала рабочей части борфрезы типа В выпускаются в двух вариантах:
- Твердосплавные борфрезы (Hardmetal burrs, Carbide burrs);
- Борфрезы из быстрорежущей стали (Burr High Speed Steel (HSS)).
Рабочая часть и хвостовик инструмента из быстрорежущей стали изготавливаются из одной заготовки, в твердосплавных шарошках хвостовик делается отдельно и припаивается к рабочей части.
Аналогично типу А рабочая часть твердосплавных и быстрорежущих борфрез делается с расположением зубьев на правовинтовых спиралях – «Single Cut», или с винтовыми спиралям двух типов (правой и левой) к – «Double Cut». Вариант с двумя спиралями известен также как «алмазная насечка. В дополнение к данным вариантам предлагается еще один вид насечки – «Alumina Cut» (Рис.2). Режущие кромки здесь располагаются на правой спирали, но канавки значительно шире, чем у Single Cut. Такая конструкция способствует эффективному удалению стружки при обработке мягких металлов и пластиков.
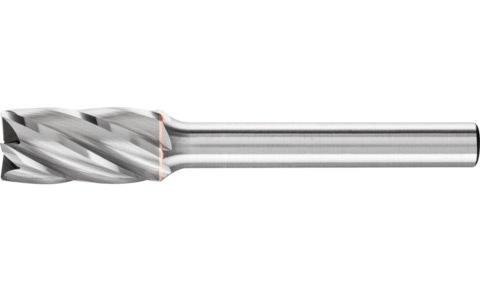
Рис.2. Цилиндрическая шарошка типа В с насечкой «Alumina Cut».
Стандартов для данного типа в системах ISO, ANSY, ГОСТР не зарегистрировано.
Применение цилиндрических борфрез (тип В)
Тип В используется преимущественно в электрических и пневматических шлифмашинах ручного типа. Зубья на торце позволяют вести обработку поверхностей и соединений под прямым углом, фасонных отверстий и углублений в различных конструкциях, деталях машин, технологической оснастке для штамповки и прессования.
Твердосплавные борфрезы типа В эффективны на высоких оборотах ~ 20 000 об/мин при обработке твердых сталей, сплавов, и чугунов. HSS-борфрезы могут работать на меньших оборотах (~ 8 000 об/мин) и дают хороший результат на мягких металлах, дереве, пластиках и композитах.








