Корончатые сверла (коронки) представляют собой высокоэффективный металлорежущий инструмент для высверливания заготовок диаметром до 200 мм в различных материалах – от обычных конструкционных сталей до титана. Универсальность применения обеспечивается возможностью работы как на стационарных сверлильных станках, так и на мобильных дрелях с магнитным основанием.
Технологическое преимущество данного инструмента заключается в экономической выгоде по сравнению со спиральными: значительно повышается скорость сверления, увеличивается ресурс, при этом существенно снижается нагрузка на оборудование, что делает процесс обработки более эффективным и менее энергозатратным.
Основные преимущества коронок:
- Качество обработки результата сверления не требует дополнительной обработки
- Скорость сверления в несколько раз выше, чем у спиральных
- Возможность сверления большого диаметра и значительной глубины
Работа с различными материалами:
- Конструкционные, легированные стали
- Чугун
- Цветные металлы
- Титан
- Труднообрабатываемые сплавы
Видеообзор корончатые сверла по металлу
Современное составляющие корончатых сверл
Конструкция кольцевых сверл совершенствуется более 50 лет. Прогресс в данном направлении связан главным образом с улучшением охлаждения, удаления стружки, повышением стойкости режущих кромок. На сегодняшний день все эти задачи решены. В частности, для установки этого расходника был разработан специальный патрон с подачей жидкости и гнездом для центрирующего штифта (pilot pin). В него можно установить корончатое сверло HSS с хвостовиком Weldon. В итоге промышленность получила передовой высокопроизводительный инструмент. Его типовая схема изображена на рис.1.
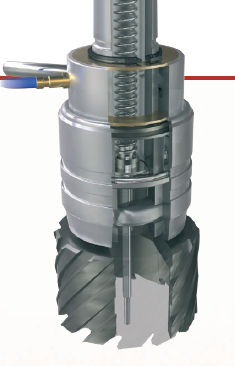
Рис.1
Важной особенностью современных кольцевых сверл является коническая форма внутренней поверхности. Внутренний диаметр цилиндра возле режущей части несколько больше, чем его диаметр у хвостовика Weldon. Такая форма позволяет компенсировать тепловое расширение части металла, остающейся внутри, и обеспечивает ее легкое удаление после завершения операции сверления.
Функции центрального штифта и патрона
При кольцевом сверлении роль центрального штифта и патрона не ограничивается центровкой и зажимом. Штифт дополнительно выполняет функцию клапана, открывающего и запирающего канал охлаждающей жидкости, а патрон обеспечивает подачу концентрата внутрь этого инструмента. Взаимодействие этих элементов показано на рис.2.
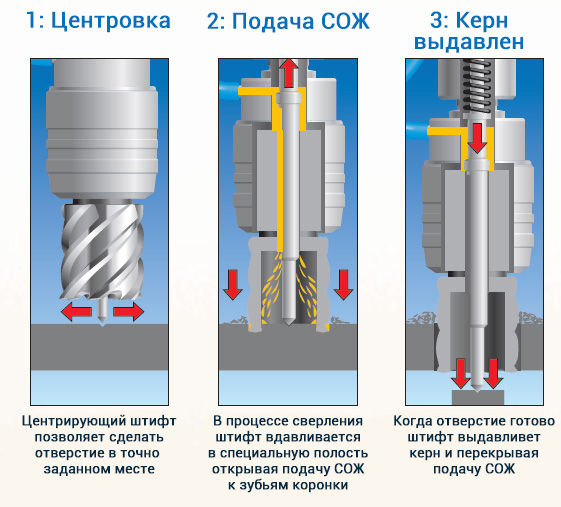
Рис.2.
На изображении показаны три этапа сверления коронкой HSS с креплением Weldon:
- Начало сверления. Сверло опускается, штифт касается металла в точке, соответствующей центру отверстия, открывается канал подачи смазки;
- Процесс сверления, штифт утоплен внутрь сверла, полностью открыт канал жидкости;
- Сверление завершено, штифт полностью выдвинулся, выдавил остаток металла из полости сверла, канал охлаждения закрыт. Система готова к новому циклу сверления.
Согласно описанной схеме, совместимо подавляющее большинство современного оборудования с этими расходниками.
Классификация
Кольцевые сверла представляют собой важный инструмент в металлообработке, и их классификация по материалам и покрытиям играет ключевую роль при выборе для конкретных задач.
HSS (из быстрорежущей стали) являются наиболее распространенным типом. Они отличаются универсальностью применения и оптимальным соотношением цены и качества. Эти расходники обладают высокой твердостью и износостойкостью, хорошей термостойкостью и возможностью повторной заточки. Особенно эффективны HSS при работе с материалами толщиной до 100 мм, включая чугун, цветные металлы.
ТСТ (с твердосплавными напайками) оснащены режущими элементами из карбида вольфрама, что обеспечивает исключительную твердость и производительность. Этот тип идеально подходит для обработки твердых материалов, таких как закаленные, нержавеющая стали, титан и высокопрочный чугун.
Кольцевые с защитными покрытиями представляют собой усовершенствованный вариант инструмента, где базовое исполнение дополняется специальными покрытиями для улучшения эксплуатационных характеристик.
- Кобальтовое покрытие (HSS-Co) повышает термостойкость и износостойкость сверла, делая его оптимальным выбором для тяжелых задач с конструкционной и нержавеющей сталью.
- Покрытие из нитрида титана (TiN) снижает у инструмента коэффициент трения и защищает от перегрева, обеспечивая универсальное применение.
- Покрытие TiAlN отличается сверхвысокой твердостью и термостойкостью до 900°C. Оно идеально подходит для высокоскоростного сверления труднообрабатываемых материалов в тяжелой промышленности.
При выборе корончатого необходимо учитывать специфику предстоящих работ. Для задач с металлическими конструкциями оптимальным сообразно выбрать HSS. При работе с твердыми материалами предпочтение следует отдать ТСТ. Для интенсивной эксплуатации и тяжелых работ рекомендуются сверла с защитными покрытиями. Важно помнить, что ТСТ требуют более расчетливого обращения, а HSS отлично подходят для сверления труб и криволинейных поверхностей.
Правильный выбор типа сверла HSS или TCT с учетом материала изготовления и наличия защитных покрытий позволяет значительно повысить эффективность работы и продлить срок службы инструмента.
Эффективность корончатых сверл с хвостовиком Weldon
Экономическая эффективность использования коронок достигается благодаря нескольким факторам: снижаются затраты на дополнительную обработку , так как качество получаемых результатов не требует дополнительной обработки. Значительно сокращается время на выполнение операций. Гибкость применения обеспечивается возможностью использования различных типов хвостовиков – как Weldon 19 и 32 мм, при этом HSS можно затачивать до 3 раз, что существенно продлевает срок их службы.
Кольцевые существенно превосходят спиральные аналоги по множеству параметров благодаря своей уникальной конструкции. В отличие от спиральных , имеющих форму цилиндрического стержня с двумя винтовыми канавками, корончатые представляют собой полый цилиндр с режущими зубьями по внешнему контуру, что обеспечивает принципиально иной подход к процессу сверления.
Главное преимущество заключается в их высокой скорости работы - они способны выполнять рабочие операции в 3–5 раз быстрее при аналогичных условиях. Это достигается за счёт того, что коронка высверливает только материал по периферии отверстия, значительно уменьшая площадь контакта с обрабатываемым металлом и снижая силу трения.
Энергоэффективность - ещё одно важное достоинство. При использовании такого инструмента требуется меньше энергии благодаря меньшему сопротивлению в процессе сверления. Кроме того, наличие центрирующего штифта обеспечивает высокую точность сверления без необходимости предварительного засверливания, что особенно важно при работе с требовательными материалами.
Качество получаемых результатов сверления также существенно выше: благодаря системе подачи смазочно-охлаждающей жидкости (СОЖ) удаётся избежать образования заусенцев. Корончатые с хвостовиком Weldon позволяют выполнять отверстия диаметром до 150 мм за одну операцию, что делает их незаменимыми при работе с крупными диаметрами.
Области эффективного применения включают массовое производство высверливаний, взаимодействие с мобильными станками на электромагнитном основании и обработку материалов, требующих высокой точности. Однако стоит учитывать определённые ограничения: минимальный диаметр начинается от 12 мм, они подходят только для сквозных отверстий и требуют обязательного использования жидкостей охлаждения металла.
Экономическая эффективность использования кольцевых сверл проявляется в нескольких аспектах: сокращение времени производственного цикла, снижение затрат на электроэнергию, уменьшение износа оборудования и исключение необходимости в дополнительных подготовительных операциях. Всё это делает этот расходный инструмент оптимальным выбором для большинства производственных задач, особенно с большими диаметрами отверстий и повышенными требованиями к качеству обработки.
Технологические преимущества коронок с креплением Weldon
Современные хвостовики обеспечивают быструю смену оснастки благодаря простоте крепления, а с помощью штифта операция сверления наиболее точна даже на неровных поверхностях. Технология кольцевых существенно снижает расходы и увеличивают количество изготавливаемых заготовок, при этом позволяет сверлить с различные типы материалов, уменьшая нагрузку на электроинструмент.
Все эти факторы в совокупности делают кольцевые оптимальным выбором для решения широкого спектра задач в металлообработке.
Часто задаваемые вопросы о корончатых сверлах
-
Чем корончатое сверло c Weldon отличается от спирального с Конус Морзе?
- Первое высверливает только материал по периферии диаметра, оставляя центральный керн. Это требует в 3-5 раз меньше энергии и времени, чем второе сверло. Кроме того, корончатые сверла с Weldon 19 дают более точное отверстие без заусенцев.
-
Какое корончатое сверло лучше для магнитного сверлильного станка?
- Для магнитных станков обязателен хвостовик Weldon 19 (19,05 мм). По материалу: для большинства задач подходят HSS, для нержавейки - HSS-Co или TCT.
-
Нужно ли использовать СОЖ с корончатым сверлом?
-
Какой максимальный диаметр корончатого сверла с креплением Weldon 32?
- Они позволяют получать заготовки диаметром до 150 мм и более за одну операцию. Для больших диаметров используются специальные серии сверл с увеличенной глубиной резания.
Подбор и заказ корончатого сверла: что нужно знать
Корончатые (кольцевые) сверла - это высокоточный инструмент, и его выбор требует внимания к деталям. Чтобы вы получили именно то, что нужно для ваших задач, мы подготовили простой алгоритм.
Шаг 1. Определите параметры вашего станка
Для магнитных сверлильных станков подходят сверла только с хвостовиком Weldon 19 (19,05 мм) или Weldon 32 (32 мм) - это стандарт для всего мобильного оборудования. Для стационарных сверлильных станков может потребоваться конус Морзе или цилиндрический хвостовик. Если сомневаетесь - посмотрите в паспорте станка тип шпинделя (Weldon) или измерьте диаметр хвостовика вашего текущего сверла (19,05 или 32)
Шаг 2. Уточните требования к отверстию
- Диаметр сверла - должен соответствовать диаметру готового результата. Корончатые сверла не требуют дополнительной развертки.
- Глубина резания - стандартная рабочая длина - 25, 30, 55, 80 или 110 мм. Если нужно просверлить лист или трубу толще - выбирайте сверло с увеличенной глубиной.
- Материал заготовки - для обычной стали достаточно HSS, для нержавейки и титана - HSS-Co или TCT.
Шаг 3. Выберите сверло в каталоге выше
В карточках каждого товара указаны все ключевые характеристики: диаметр, рабочая длина, тип хвостовика (например Weldon), материал и покрытие. Если нужного типоразмера нет в наличии - обратите внимание на статус «Ожидается» или свяжитесь с нами.
Шаг 4. Получите консультацию по сложным случаям
Если вы сверлите закаленную сталь, работаете с большими диаметрами (от 100 мм) или нуждаетесь в нестандартной глубине резания - простого выбора из каталога может быть недостаточно. В таких случаях:
- Позвоните менеджеру по номеру телефона 8 (800) 333-05-20 (бесплатно по России). Назовите марку стали, диаметр и толщину заготовки - специалист подберет оптимальную серию сверл.
- Или отправьте запрос через форму на сайте, указав те же данные. Мы свяжемся с вами в течение рабочего дня.
Как мы отгружаем корончатые сверла
Товар отгружается со складов в Санкт-Петербурге и Москве. Доставка в любой регион России - транспортными компаниями «Деловые линии», «ПЭК», «СДЭК» (по вашему выбору). Для срочных заказов возможен самовывоз. Обратите внимание: при получении проверьте целостность режущих кромок - корончатые сверла чувствительны к ударам, особенно твердосплавные (TCT).