Борфрезы типа С удобно рассматривать как вариант цилиндрических борфрез типа В. Разница только в том, что в отличии от типа В торец рабочей части имеет не плоскую, а сферическую форму (рис.1).
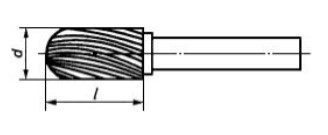
Рис. 1 - сфероцилиндрическая шарошка
Для стандартных инструментов соотношение диаметра d и длины l рабочей части указаны в российском ГОСТР 52780 и международном ISO 7755-3:1984 "Hardmetal burrs - Part 3: Cylindrical round (ball) nose burrs (style C). В зарубежных каталогах данный тип обозначается как (SC) и предлагается под названием «Cylinder Burs with Radius-End Cut», «Burrs Ball Nosed Cylinder» и др.
В соответствии с указанными выше стандартами Тип С выпускается с диаметрами рабочей части от 2мм до 16 мм, диаметр хвостовика 10 – 25 мм.
Так же, как и все остальные типы шарошек, тип С изготавливается в двух вариантах:
- Весь инструмент из быстрорежущей стали (Burrs High Speed Steel (HSS));
- Рабочая часть из твердого сплава ВК8 или аналога , хвостовик из с стали 35ХГСА или аналога (Hardmetal burrs, Carbide Burrs).
Каждый из представленных вариантов доступен с насечкой в виде правых винтовых спиралей или с насечкой с правыми и левыми спиралями (алмазное гранение). Рабочая часть инструмента только с правыми спиралями может иметь увеличенные канавки -- «Alumina Cut». Такой инструмент предназначен для высокопроизводительной обработки мягких материалов.
Применение сфероцилиндрических шарошек (тип С)
В технологиях изготовления деталей и заготовок в машиностроении, литейном производстве, изготовлении и сборке металлоконструкций часто возникает необходимость очистки и обработки пазов, углублений со сферическим или близким к сферическому дном. Если при этом желателен съем материала не только со дна, но и со стенок, то целесообразно применение борфрез типа С.
Твердосплавные сфероцилиндрические борфрезы эффективны при обработке твердых сталей, сплавов, и чугунов на высоких оборотах ~ 20000 об/мин. HSS-борфрезы могут работать на меньших оборотах (~ 8000 об/мин) и выигрывают в работе с мягкими металлами, деревом, пластиками.








