
- Вход | Регистрация
Борфрезы: что это такое, типы и формы, применение

Неправильно подобранная борфреза - это брак, потеря времени и денег. Наша статья поможет вам раз и навсегда разобраться в мире твердосплавных борфрез по металлу. Получите структурированную информацию, которая позволит осознанно выбирать инструмент, продлевать его срок службы и оптимизировать процессы на производстве.
Что такое борфрезы (шарошки)
Борфреза — это специальный металлорежущий инструмент, который часто называют шарошкой по металлу. Именно эти инструменты предназначены для работы на высоких скоростях до 65 000 оборотов в минуту на металлообрабатывающем оборудовании. Шарошки по металлу представляют собой универсальное решение для обработки сложных поверхностей и контуров, которые невозможно обработать другими инструментами (например, ножовочным полотном).
В отличие от лепестковых шлифовальных дисков, борфрезы работают по принципу резания, образуя стружку различных типов. Поэтому они обеспечивают более точную обработку и чистую поверхность готового изделия. Твердосплавные борфрезы по металлу превосходят по производительности абразивные инструменты из быстрорежущей стали более чем в два раза.
Борфреза (шарошка) вставляется в патрон прямошлифовальной машины или гравера соответствующего диаметра для обработки большинства материалов: от мягких алюминиевых сплавов до высокопрочных сталей и титановых сплавов.



Конструкция и устройство борфрез
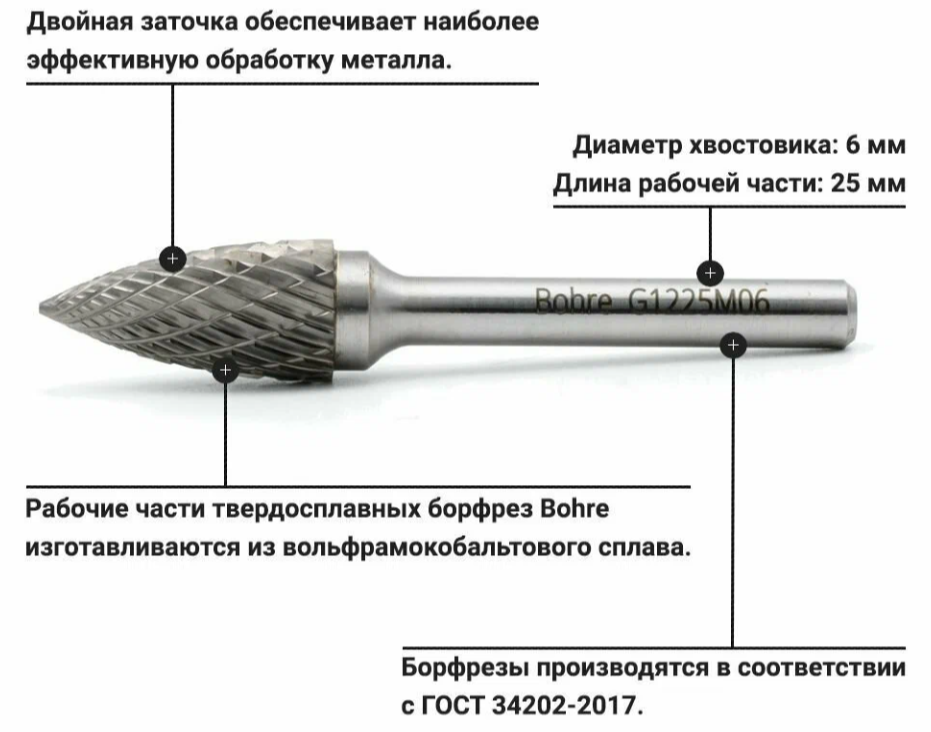
Корпус борфрезы включает два ключевых компонента: хвостовик и режущую головку. Хвостовик изготавливается из легированной среднеуглеродистой стали марки 30ХГСА, обеспечивающей достаточную прочность для передачи крутящего момента. Стандартизированный диаметр хвостовика—обычно 3, 6 или 8 мм — позволяет применять борфрезы на разнообразном оборудовании.
Рабочая часть борфрезы имеет наконечник конической, сферической или цилиндрической формы в зависимости от области применения. Именно форма рабочей части определяет возможности обработки конкретных поверхностей и контуров. Длина режущей части варьируется от нескольких миллиметров до 50 мм, что позволяет выбирать инструмент для разных технологических задач.
Соединение хвостовика с рабочей частью осуществляется методом пайки или высокочастотной сварки. Такое соединение обеспечивает надежную передачу усилий даже при работе на высоких скоростях. Возможно использование удлиненного хвостовика для работы в глубоких и труднодоступных местах.
Основные параметры конструкции
|
Параметр |
Значение |
Назначение |
|
Диаметр режущей части |
3-25 мм |
Определяет производительность съема материала |
|
Длина режущей части |
5-50 мм |
Влияет на глубину обработки |
|
Диаметр хвостовика |
3, 6, 8 мм |
Обеспечивает совместимость с оборудованием |
|
Общая длина |
40-200 мм |
Позволяет работать в различных условиях |
Материалы для изготовления борфрез
Материал рабочей части определяет эксплуатационные характеристики борфрезы и область ее применения. Современные технические требования к обработке металлических изделий предусматривают использование высокопрочных материалов для изготовления режущего инструмента.
- Твердые сплавы
Твердосплавные борфрезы изготавливаются из карбида вольфрама марок ВК6, ВК7, ВК8. Карбид вольфрама обеспечивает высокую износостойкость и возможность работы с закаленными сталями твердостью до 70 HRC. Металлокерамика на основе карбида вольфрама позволяет обрабатывать как плоские, так и изогнутые поверхности из высоколегированной и нержавеющей стали без потери режущих свойств.
Безвольфрамовые твердые сплавы применяются для специальных задач и обеспечивают стабильные характеристики при обработке цветных металлов. Именно такие материалы подходят для обработки алюминия и его сплавов без риска налипания.
- Покрытия и напыления
Алмазный слой на рабочей поверхности значительно увеличивает срок службы инструмента. Алмазное напыление применяется для обработки особо твердых материалов и композитов. Современные покрытия TiN и TiAlN повышают тепло- и износоустойчивость на 50-70%.
Важно! Выбор материала всегда должен соответствовать твердости обрабатываемого материала для обеспечения оптимальной производительности.
- Быстрорежущие стали
Борфрезы из быстрорежущей стали Р6М5 используются для обработки углеродистых и среднелегированных сталей. Такие вращающиеся инструменты имеют ограниченный ресурс по сравнению с твердосплавными, но стоят значительно дешевле. Применяются преимущественно для черновой обработки и работ, не требующих высокой точности.



Типы борфрез по форме рабочей части
Классификация борфрез по форме является основополагающей для правильного выбора инструмента. Различные виды борфрез предназначены для обработки конкретных типов поверхностей и выполнения специфических технологических операций. Например, чтобы выполнить расточку изделий. Форма рабочей части определяет возможности инструмента и область его применения. Существует несколько основных типов борфрез, следующие из которых применяются наиболее часто: цилиндрические, сферические и овальные.
-
Тип A - цилиндрическая с гладким торцом
-
Тип B - цилиндрическая с торцевыми зубьями
2. Сферические и овальные формы
-
Тип D - сферическая
-
Тип E - овальная
3. Параболические и конические формы
-
Тип F - параболическая с закругленным концом
-
Тип G - параболическая с заостренным концом
4. Специальные формы
-
Тип H - пламевидная
-
Тип J, K - конические (60°, 90°)
-
Тип N - обратный конус
Таблица применения форм борфрез:
|
Форма |
Тип |
Основное применение |
Материалы |
|
Плоские поверхности, пазы |
Все металлы |
||
|
Контуры, радиусы |
Твердые сплавы |
||
|
Формованные детали |
Сталь, чугун |
||
|
Сварные швы, фаски |
Нержавеющая сталь |
||
|
Канавки, выемки |
Алюминий, титан |
||
|
Зенкование, фаски |
Закаленные стали |
Виды заточек (насечек) борфрез
Тип заточки борфрезы определяет характер стружкообразования и качество обработанной поверхности. Профиль зуба влияет на производительность съема материала и долговечность инструмента. Правильный выбор типа насечки критически важен для достижения оптимальных результатов обработки.
Стандартные типы заточек:
-
Одинарная заточка
-
Двойная заточка
Специальные типы заточек:
-
Укрупненная (крупная) заточка
-
Алмазная заточка
-
Заточка-стружколом
Выбор заточки по материалам:
|
Материал |
Рекомендуемая заточка |
Тип стружки |
Особенности применения |
|
Сталь углеродистая |
Одинарная, двойная |
Длинная/мелкая |
Универсальное применение |
|
Нержавеющая сталь |
Двойная, алмазная |
Мелкая |
Высокая скорость резания |
|
Алюминий |
Крупная |
Стружка без налипания |
Увеличенные канавки |
|
Чугун |
Одинарная, двойная |
Сыпучая |
Сухая обработка |
|
Титан |
Алмазная |
Порошкообразная |
Использование СОЖ |
|
Закаленная сталь |
Алмазная |
Мелкая |
Пониженная скорость |
Важно! Использование профиля зуба должно соответствовать обрабатываемому материалу для обеспечения максимальной эффективности.
Технические характеристики и маркировка
Технические характеристики борфрез регламентируются ГОСТ Р 52780-07 и включают параметры, критически важные для правильного выбора инструмента. Маркировка содержит информацию о форме рабочей части, размерах и типе заточки. Понимание системы обозначений позволяет быстро подобрать необходимый инструмент для конкретных задач.
Система маркировки
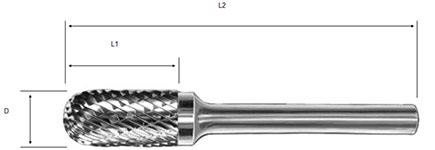
Стандартная маркировка борфрезы состоит из буквенно-цифрового обозначения, где каждый элемент несет определенную информацию. Например, маркировка C 14 25 F 06 30 расшифровывается следующим образом:
- C — форма рабочей части (сфероцилиндрическая)
- 14 — диаметр (D) режущей части в миллиметрах
- 25 — длина (L1) режущей части в миллиметрах
- F — тип профиля зуба (мелкий)
- 06 — диаметр хвостовика в миллиметрах
- 30 — длина (L2) всей борфрезы в миллиметрах

Основные технические параметры:
D - Диаметр режущей части
Этот параметр определяет производительность инструмента и область применения. Диаметр режущей части варьируется от 3 до 25 мм в стандартном ассортименте. Большие диаметры обеспечивают высокую производительность, но требуют более мощного оборудования.
L1 - Длина рабочей части
Длина определяет глубину обработки и влияет на жесткость инструмента. Стандартные значения составляют от 5 до 50 мм в зависимости от типа борфрезы. Удлиненный инструмент применяется для работы в глубоких отверстиях и труднодоступных местах.
Диаметр хвостовика
Стандартные размеры хвостовика: 3, 6 и 8 мм, что обеспечивает совместимость с большинством видов оборудования. Точная геометрия хвостовика критически важна для минимизации биения при работе.
Характеристики материала изготовления:
Твердость рабочей части твердосплавных борфрез составляет 89-92 HRA. Такая твердость обеспечивает обработку материалов твердостью до 70 HRC. Износостойкость определяется качеством карбида вольфрама и технологией изготовления. Правильный выбор скорости вращения гарантирует хорошую производительность: диапазон от 6 000 до 65 000 об/мин подходит для различных типов материалов.
Эксплуатационные параметры:
|
Параметр |
Значение |
Единица измерения |
Примечание |
|
Максимальная скорость |
65 000 |
об/мин |
Зависит от диаметра |
|
Рабочая температура |
до 800 |
°C |
С охлаждением |
|
Твердость HRA |
89-92 |
единицы |
Твердый сплав |
|
Срок службы |
50-200 |
часов |
При правильной эксплуатации |
Важно! Превышение рекомендованных параметров может привести к преждевременному износу или разрушению инструмента.
Обозначения типов заточки:
В маркировке используются стандартные обозначения профиля зуба:
- F (Fine) — мелкий профиль для финишной обработки
- M (Medium) — средний профиль для универсального применения
- C (Coarse) — крупный профиль для черновой обработки
- D (Diamond) — алмазная заточка для твердых материалов
Дополнительные обозначения:
Современные борфрезы могут иметь дополнительные обозначения покрытий и специальных свойств. TiN и TiAlN покрытия увеличивают ресурс инструмента. Специальные обозначения указывают на применимость для конкретных материалов.













Применение борфрез
Борфрезы находят широкое применение в различных отраслях промышленности благодаря своей универсальности и высокой эффективности. Применяются для обработки любых металлических изделий в машиностроении, авиастроении, судостроении и других производственных сферах. Эти инструменты незаменимы для выполнения операций, требующих высокой точности и качества поверхности.
1. Основные области применения
-
Обработка сварных швов
-
Снятие заусенцев и обработка кромок
2. Специализированные применения
-
Обработка в стесненных условиях
-
Финишная обработка
Отраслевое применение
|
Отрасль |
Типичные операции |
Используемые формы |
Обрабатываемые материалы |
|
Машиностроение |
Зачистка, снятие фасок |
Сталь, чугун |
|
|
Авиастроение |
Финишная обработка |
Титан, алюминий |
|
|
Судостроение |
Сварные швы |
Нержавеющая сталь |
|
|
Автомобилестроение |
Массовая обработка |
Листовой металл |
|
|
Инструментальное производство |
Точная обработка |
Инструментальные стали |
Гравировка и художественная обработка
Борфрезы малых размеров применяются для выполнения гравировальных работ. Такие операции требуют высокой точности и стабильности параметров инструмента. Художественная обработка металлических изделий выполняется специальными борфрезами.
Технологические особенности применения
-
Работа на высоких скоростях
-
Обработка различных материалов
Важно! Корректный подбор борфрезы и параметров обработки имеет критическое значение для достижения требуемых показателей качества и эффективности процесса.
Выбор борфрезы для конкретных задач
Грамотный подбор борфрезы определяет продуктивность технологических операций и качественные характеристики конечного результата. При подборе борфрезы необходимо учитывать комплекс параметров: тип материала заготовки, геометрию обрабатываемой поверхности, требования к качественным показателям и производительности. Системный подход к подбору инструмента позволяет оптимизировать затраты и достичь наилучших результатов.
Критерии выбора по материалу:
Для различных типов сталей
- Обработка углеродистых сталей требует борфрез с соответствующей твердостью рабочей части. Закаленные стали обрабатываются инструментами с алмазной заточкой или специальными покрытиями. Нержавеющие стали требуют особого внимания к геометрии режущей части для предотвращения налипания.
- Высокопрочные сплавы, включая жаропрочные и коррозионностойкие материалы, обрабатываются борфрезами премиум-класса. Такие материалы требуют использования СОЖ и соблюдения оптимальных режимов резания.
Для цветных металлов
- Обработка алюминия и его сплавов требует специальных борфрез с увеличенными стружечными канавками. Мягкие материалы, таких как медь и латунь, обрабатываются инструментами с крупной заточкой. Это предотвращает налипание материала на режущие кромки.
Выбор по типу операции:
Черновая обработка
- Характеризуется большими припусками и требует высокой производительности съема материала. Для таких операций выбираются борфрезы с одинарной заточкой и увеличенным диаметром. Длинную стружку, образующуюся при черновой обработке, необходимо эффективно удалять из зоны резания.
Чистовая и финишная обработка
- Финишные операции требуют инструментов с двойной или алмазной заточкой. Мелкую стружку легче удалять, и она не влияет на качество обработанной поверхности. Точная геометрия борфрезы критически важна для достижения требуемой шероховатости.
Подбор формы под геометрию детали
Для плоских поверхностей
- Плоские поверхности эффективно обрабатываются цилиндрическими борфрезами типа A или B. Выборка материала с больших площадей требует инструментов увеличенного диаметра. Такой подход обеспечивает высокую производительность и равномерность обработки.
Для сложных контуров
- Обработка сложных криволинейных поверхностей требует борфрез специальной формы. Узкие пазы и щели обрабатываются тонкими инструментами с соответствующей геометрией. Правильный выбор формы гарантирует доступ ко всем зонам детали.
Практические рекомендации по выбору
|
Задача |
Рекомендуемая форма |
Тип заточки |
Материал борфрезы |
|
Зачистка сварных швов |
Двойная |
ВК8 |
|
|
Снятие заусенцев |
Двойная |
ВК6, ВК8 |
|
|
Обработка отверстий |
Одинарная |
ВК8 |
|
|
Снятие фасок |
Одинарная |
ВК6 |
|
|
Финишная обработка |
Алмазная |
ВК8 + покрытие |
|
|
Алюминий |
Крупная |
ВК8 |
Экономические соображения
- При выборе борфрезы следует учитывать не только первоначальную стоимость, но и эксплуатационные расходы. Дорогие инструменты с покрытиями могут оказаться более выгодными за счет увеличенного ресурса. Серийное производство требует использования наиболее производительных и долговечных инструментов.
Совместимость с оборудованием
- Выбор диаметра хвостовика должен соответствовать характеристикам имеющегося оборудования. Мощность привода определяет максимально допустимый диаметр. Скорость вращения шпинделя влияет на выбор размера инструмента.
Рекомендации по эксплуатации
Правильная эксплуатация борфрез критически важна для обеспечения их долговечности и эффективности. Соблюдать рекомендации по использованию значит повысить качество обработки и продлить срок службы инструмента. Нарушение правил эксплуатации приводит к преждевременному износу или поломке инструмента.
Режимы резания и скорости:
- Оптимальные обороты
Работа на повышенных оборотах позволяет добиться более чистой обработки и уменьшает вероятность заклинивания инструмента. Оптимальное число вращений определяется диаметром режущей части и свойствами обрабатываемого материала. Превышение предельно допустимой скорости чревато разрушением инструмента.
Для стальных деталей диаметром 6 мм рекомендуется скорость 30-45 тысяч оборотов в минуту. Алюминиевые сплавы можно обрабатывать на скоростях до 60 тысяч оборотов. Твердые материалы требуют снижения скорости для предотвращения перегрева.
- Подача и глубина резания
Чрезмерное давление на борфрезу приводит к ее перегреву и быстрому износу. Правильная подача обеспечивает стабильное качество обработки без перегрузки инструмента. Глубина резания за один проход не должна превышать рекомендованных значений.
Правила установки и закрепления:
- Установка в патрон
Хвостовик борфрезы крепится к стальному патрону на максимальную глубину. Неполная установка может привести к биению и поломке инструмента. Патрон должен быть чистым и исправным для обеспечения надежного закрепления.
Проверка на биение обязательна перед началом работы. Биение более 0,02 мм недопустимо и требует замены инструмента или ремонта оборудования. Правильная центровка критически важна для качества обработки.
Важно! Хвостовик не должен касаться обрабатываемой поверхности во избежание поломки.
Условия работы и охлаждение:
Смазочно-охлаждающие жидкости значительно увеличивают срок службы борфрез. При обработке твердых материалов использование СОЖ обязательно. Синтетические масла и воски обеспечивают лучшее скольжение и охлаждение.
Для алюминия рекомендуется использование специальных составов, предотвращающих налипание. Нержавеющие стали требуют применения активных СОЖ. Сухая обработка допустима только для чугуна и некоторых видов стали.
Признаки износа и замены:
- Контроль состояния
Регулярный осмотр борфрезы позволяет своевременно выявить признаки износа. Затупление режущих кромок приводит к ухудшению качества обработки. Появление сколов или трещин является сигналом к немедленной замене инструмента.
Изменение цвета рабочей части указывает на перегрев. Посинение металла свидетельствует о превышении допустимой температуры. Такой инструмент подлежит замене, так как его свойства необратимо изменены.
Техника безопасности:
- Средства защиты
Работа с борфрезами требует использования защитных очков и перчаток. Образующаяся мелкая стружка может причинить травмы. Защита органов дыхания также необходима из-за наличия металлической пыли.
Надежная фиксация детали предотвращает ее смещение и возможные травмы. Рабочее место должно быть хорошо освещено и очищено от посторонних предметов.
Хранение и уход:
- Условия хранения
Борфрезы должны храниться в сухом месте, защищенном от механических повреждений. Использование специальных держателей предотвращает повреждение режущих кромок. Рабочая часть не должна контактировать с другими инструментами.
Периодическая очистка от загрязнений продлевает срок службы инструмента. Допустимо использование растворителей для удаления налипшего материала. После очистки борфрезы должны быть тщательно высушены.
|
Параметр |
Рекомендация |
Последствия нарушения |
|
Скорость вращения |
По таблице для материала |
Перегрев, поломка |
|
Глубина резания |
Не более 1-2 мм за проход |
Перегрузка инструмента |
|
Охлаждение |
СОЖ для твердых материалов |
Быстрый износ |
|
Установка |
На полную глубину хвостовика |
Биение, поломка |
|
Давление |
Минимальное рабочее |
Перегрев, деформация |
Часто задаваемые вопросы
-
Допускается ли использование борфрезы на электродрели?
-
Как определить, что борфреза затупилась?
-
Почему борфреза перегревается?
-
Какая разница между борфрезой и абразивной шарошкой?
-
Можно ли затачивать борфрезы?
-
Как подобрать борфрезу для обработки алюминия?
-
Что означают буквы в маркировке борфрез?
О компании
При выборе борфрез важно обращаться в проверенный магазин инструментов, который может предоставить сертификаты качества и техническую поддержку по подбору подходящего типа инструмента.
Компания Kerner поставляет промышленное оборудование для сверления и металлообработки по всей России. В каталоге — магнитные станки, сверла, борфрезы и другие инструменты. Заказать товар можно онлайн или офлайн: отправьте заявку на сайте, оформите обратный звонок, либо посетите склад в Санкт-Петербурге или в Москве. Широкий ассортимент, прозрачные условия поставки и индивидуальный подход позволяют быстро найти нужное решение для производства.
Коментарии
Отзыв о статье
- Москва
- Нижний Новгород
- Санкт-Петербург
- Челябинск
- Новосибирск
- Омск
- Екатеринбург
- Самара